
Rehm WIG Schweißprozess-Technologien
Beispiellose Entwicklungsfortschritte führen zu innovativen Prozesssteuerungen – während dabei noch Qualitätsmaßstäbe für Industrie und Gewerbe neu gesetzt werden. Made in Germany – Made with {welding} Love. Made for you.
Highlights im Überblick
- Materialstärke: Ab 0,1 mm
- Schweißnaht Ergebnisse ähnlich dem Laser-Schweißen
- Frequenz: Bis zu 17,5 kHz
- Geräusche: Nahezu unhörbarer Lichtbogen
Der Rehm HYPER.PULS
Je nach den Anforderungen des Schweißen bringt das Pulsen als Schweißtechnik zahlreiche Vorteile mit sich. Das Problem ist jedoch, dass bei den meisten WIG-Impulsschweißgeräten der normale Frequenzbereich Schwierigkeiten verursacht. Durch die HYPER.PULS-Schweißprozesstechnologie kann jedoch dieses Problem souverän gelöst werden, und bringt noch weitere Vorteile mit sich, die sich auf die Wirtschaftlichkeit enorm auswirken.
WIG-Impulsschweißen mit neuen Geschwindigkeitsmaßstäben
Ein wesentlicher Vorzug beim Impulsschweißen ergibt sich sich durch das sehr schmal geführte Schmelzbad. Ein weiterer Vorteil ergibt sich dadurch, dass das Schmelzbad, abhängig von der Schweißfrequenz, außen schneller erstarrt, wodurch es möglich wird, sehr dünne Metalle schweißen zu können. Wenn Metalle und Legierungen (Bspw. CrNI) sich zu einem schnell einstellenden Schmelzbad führen, können die Parameter schnell beim Pulsen angepasst werden, wodurch eine saubere Schweißnaht resultiert. Eine enorme Steigerung kann erzielt werden, indem die Puls-Frequenzen bis in den Kilohertz-Bereich erhöht werden, Vergleicht man die Schweißgeschwindigkeit mit herkömmlichen Schweißverfahren, so kann dadurch eine mindestens doppelt so hohe Schweißgeschwindigkeit erzielt werden.
Besonders leises Schweißen durch besonders hoher Frequenzbereich
Beim Schweißen in dem Kiloherz-Bereich ergibt sich jedoch, bedingt durch den Frequenz-Arbeitsbereich der meisten Puls-Schweißgeräten, ein beträchtlicher Nachteil: Der Frequenz-Arbeitsbereich liegt in der Regel zwischen 2000 und 6000 Hz, also zwischen 2 und 6 kHz.Das Problem darin besteht, dass das menschliche Gehör zwischen 2 und 8 kHz arbeitet. Das bedeutet, dass das Pulsen in diesen Frequenzbereichen auf die Dauer außerordentlich unangenehm wirkt, und langfristig eine massive Belastung mit einher bringt. Mit HYPER.PULS von Rehm können Sie in einem Frequenzbereich bis zu 17,5 kHz arbeiten. In diesen Bereichen ist das Schweißen für den Schweißer so gut wie nicht mehr zu hören.
Jedoch liegt ein wesentlicher Nachteil der meisten Puls-Schweißgeräte im Frequenz-Arbeitsbereich beim Hochfrequenz-Impulsschweißen. In der Regel liegt dieser zwischen 2.000 und 6.000 Hz, also zwischen 2 und 6 kHz. Das ist problematisch, denn das menschliche Gehör arbeitet im Frequenzbereich zwischen 2 und 8 kHz. Das Pulsen in diesem Bereich ist ausgesprochen unangenehm und auf Dauer eine massive Belastung. Mit dem REHM HYPER.PULS können Sie das Schweißgerät auch darüber bis zu 17,5 kHz einstellen. Bei Frequenzen von bis zu 17.500 Hz ist das Schweißen für den Schweißer so gut wie nicht mehr hörbar.

Geschweißt mit WIG-Schweißgerät TIGER® digital unter Zurhilfenahme eines Drehtisches
Sehr nah am Laserschweißen – nur ohne dessen hohe Anschaffungskosten
Das Auftreten des sogenannten Lorentz-Effekts bietet ein weiterer Vorteil. Dabei zieht es das sich konzentrisch um den Lichtbogen bildende Magnetfeld nach innen. Aufgrund der Zunahme dessen Kraft durch die höhere Stromdichte, wird auch der Lichtbogen geschnürt. Der Lichtbogen wird dadurch deutlich stabiler und wird nicht mehr so stark abgelenkt, wie dies bei anderen Schweißverfahren der Fall ist.
Bemerkenswert ist die Tatsache, dass der Lichtbogen nicht so stark am Schmelzbad klebt. Dies führt dazu, dass es leichter ist, den Lichtbogen über das schweißende Werkstück zu schieben, wie es sonst üblich zu beobachten ist. Dadurch ähnelt sich das Schweißen sehr dem des Plasmaschweißens. Mit dem eingeschnürten Lichtbogen lassen sich dann auch Schweißnähte erreichen, die der Qualität des Plasmaschweißens in kaum was nach stehen. Deutlich unterscheiden tun sich WIG-Impulsschweißgeräten im Vergleich zu Plasmaschweißgeräten allein im deutlichen Preisunterschied. WIG-Impulsschweißgeräte sind deutlich preiswerter.
Zusammenfassung: Die herausstechenden Vorteile der HYPER.PULS von REHM
- Das Schweißen von geringen Blechstärken ab 0,1mm ist durch das WIG-Pulsen möglich.
- Trotz geringer Blechstärken und schmaler Schweißnaht kann die Durchbrandgefahr vollständig minimiert werden. Die Schweißnaht kann exakt auf die Blechstärke abgestimmt werden.
- Durch den eingeschnürten Lichtbogen kann die Schweißgeschwindigkeit deutlich erhöht werden
- Die Stromstärke kann so eingestellt werden, dass das Schmelzbad während dem fügen bereits im Außenbereich erstarrt.
- In Schwierigkeiten ermöglicht das einfacheres und effizienteres Arbeiten.
- Im Vergleich zu den meisten Impulsschweißgeräten kann der Frequenzbereich bis auf 17,5 kHz gesteigert werden.
- Das Schweißen in Hohen Frequenzen wird dadurch kaum noch hörbar.
- Schweißqualität ähnelt dem des Laserschweißens, ohne derart hohe Anschaffungskosten.
Welche Schweißgeräte haben das?
- TIGER® digital 180 bis 230 ULTRA
- TIGER® 180 bis 230 ULTRA
- INVERTIG.PRO® digital 240 bis 450
- INVERTIG.PRO® 240 bis 450
 |
Einstellbereich | bis zu 230 A |
| Einschaltdauer: | bis zu 40 % | |
| Netz | 230 V – 50/60 Hz | |
| Schutzart: | IP 23 S | |
| Gewicht: | ab 7,1 kg | |
| HYPER.PULS: | bis 17,5 kHz | |
| Mehr erfahren: | Zur TIGER® digital-Serie |
 |
Einstellbereich | bis zu 230 A |
| Einschaltdauer: | bis zu 40 % | |
| Netz | 230 V – 50/60 Hz | |
| Schutzart: | IP 23 S | |
| Gewicht: | ab 7,1 kg | |
| HYPER.PULS: | bis 17,5 kHz | |
| Mehr erfahren: | Zur TIGER®-Serie |
 |
Einstellbereich | bis zu 450 A |
| Einschaltdauer: | bis zu 100 % | |
| Netz | 400 V – 50 Hz | |
| Schutzart: | IP 23 | |
| Gewicht: | ab 25 kg | |
| HYPER.PULS: | bis 15 kHz | |
| Mehr erfahren: | Zur INVERTIG.PRO® digital-Serie |
 |
Einstellbereich | bis zu 450 A |
| Einschaltdauer: | bis zu 100 % | |
| Netz | 400 V – 50 Hz | |
| Schutzart: | IP 23 | |
| Gewicht: | ab 25 kg | |
| HYPER.PULS: | bis 15 kHz | |
| Mehr erfahren: | Zur INVERTIG.PRO®-Serie |
Der REHM HYPER.SPOT
Es gibt verschiedene Gründe, warum Bauteile manchmal gepunktet oder geheftet werden müssen. Teils, weil es nur zeitbegrenzt gefügt werden muss, oder dass das Schmelzbad nicht zu tief in das Werkstück gelangen darf. Das Anforderungsprofil an das Schweißgerät sind beim Heften oder Punkten anspruchsvoll. Doch mit HYPER.PULS-WIG-Schweißgeräten von Rehm haben Sie aufgrund des HYPER.SPOT-Konzeptes keinen Grund, sich sorgen zu machen. Das HYPER.SPOT-Konzept erfüllt dieses Anforderungsprofil höchst souverän.
Das Heften mit HYPER.SPOT-Technologie von REHM
In der Regel sind WIG-Impulsschweißgeräte hervorragend für das Punkten und Heften einzusetzen. Trotzdem sind verschiedene Herausforderungen zu überwinden. Während dem Punkten kann es schwierig sein, den Lichtbogen zu zünden. Ob es der Wärmeeintrag ist, oder auch die Kontrolle über den Lichtbogen, oftmals sind das schwierige Hürden bei den meisten WIG-Schweißgeräten und lassen sich nur schwer kontrollieren.
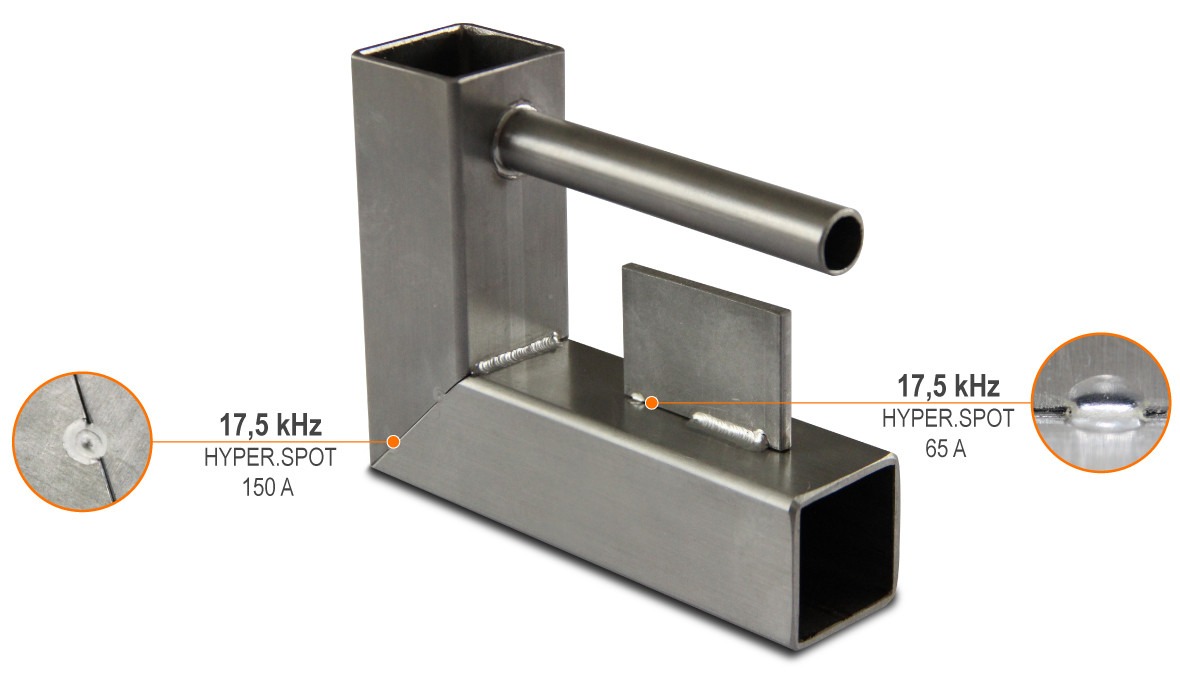
Geschweißt mit WIG-Schweißgerät TIGER® digital
Eine kontinuierliche und verlässliche Zündung kann mithilfe des ICS-Zündmanagements erzielt werden – ohne die Faktoren der verwendeten Elektrode oder dem Schutzgas berücksichtigen zu müssen. Besonders bei Blechstärken zwischen 0,1 und 0,2 mm ist die Lichtbogen-Energie beim REHM HYPER.SPOT-Schweißen so niedrig, dass man auf dem zu fügende Werkstück keine Beschädigung auffinden kann.
Basistechnologie: das WIG Pulsen HYPER.PULS von REHM
Natürlich stehen Ihnen die Vorteile der Schweißprozesstechnologie HYPER.PULS von Rehm auch beim Punkten zur Seite. Konkret profitieren Sie hier trotz dem deutlich schnellerem Schweißens, von dem stabilen und gleichmäßigen Lichtbogen. Ein weiterer Vorteil, der Lichtbogen “klebt” nicht im Schmelzbad fest. Das Erzielen des Schmelzbads verläuft schnell und akkurat und erstarrt wieder von außen ebenso schnell. Durch das schnelle Punkten kommt in das Werkstück kaum einen erwähnenswerten Wärmeeintrag. Dadurch können Verformungen und Verfärbungen selbst bei dünnen Materialstärken verhindert werden. Einer der bedeutendsten Funktionen von REHM HYPER.PULS markiert der hohe Frequenzbereich bis 17.500 Hertz.

Vorteilhaft im Vergleich zu anderen WIG-Impulsschweißgeräten
Oftmals arbeiten WIG-Impulsschweißgeräte im Frequenzbereich von maximal 6 kHz. Dies führt zu einer sehr hohen Geräuschentwicklung. Das menschliche Gehör nimmt Frequenzen bis zu 8 kHz auf. Durch die hohe Frequenzlage von bis zu 17,5 kHz ist das HYPER.PULS beim Arbeiten für den Menschen fast nicht zu hören. Dies ist ein sehr großer Vorteil. Dazu kommt noch bei hohen Frequenzen der Lorentz-Effekt, bei dem der Lichtbogen eng geschnürte wird. Laserähnliche Ergebnisse sind dann das Ergebnis, ganz ohne die sehr hohen Anschaffungskosten des Laserschweißgerätes. Punkten können Sie natürlich mit Gleichstrom und Wechselstrom – auch Leichtmetalllegierungen wie beispielsweise Aluminium können gepunktet werden.
Welche Schweißgeräte haben das?
- TIGER® digital 180 bis 230 ULTRA
- TIGER® 180 bis 230 ULTRA
- INVERTIG.PRO® digital 240 bis 450
- INVERTIG.PRO® 240 bis 450
| |
Einstellbereich | bis zu 230 A |
| Einschaltdauer: | bis zu 40 % | |
| Netz | 230 V – 50/60 Hz | |
| Schutzart: | IP 23 S | |
| Gewicht: | ab 7,1 kg | |
| HYPER.PULS: | bis 17,5 kHz | |
| Mehr erfahren: | Zur TIGER® digital-Serie |
| |
Einstellbereich | bis zu 230 A |
| Einschaltdauer: | bis zu 40 % | |
| Netz | 230 V – 50/60 Hz | |
| Schutzart: | IP 23 S | |
| Gewicht: | ab 7,1 kg | |
| HYPER.PULS: | bis 17,5 kHz | |
| Mehr erfahren: | Zur TIGER®-Serie |
| |
Einstellbereich | bis zu 450 A |
| Einschaltdauer: | bis zu 100 % | |
| Netz | 400 V – 50 Hz | |
| Schutzart: | IP 23 | |
| Gewicht: | ab 25 kg | |
| HYPER.PULS: | bis 15 kHz | |
| Mehr erfahren: | Zur INVERTIG.PRO® digital-Serie |
| |
Einstellbereich | bis zu 450 A |
| Einschaltdauer: | bis zu 100 % | |
| Netz | 400 V – 50 Hz | |
| Schutzart: | IP 23 | |
| Gewicht: | ab 25 kg | |
| HYPER.PULS: | bis 15 kHz | |
| Mehr erfahren: | Zur INVERTIG.PRO®-Serie |
Highlights im Überblick
- Schweißen: Ideal für Aluminium
- Zwangsalgen: Ideal für Zwangslagen geeignet
- Verbesserte Reinigungswirkung
- Optimal für AC-Anfänger
Der REHM DUAL.WAVE
REHM DUAL.WAVE Schweißprozess setzt sich zusammen aus den folgenden Schweißprozessen: REHM AC-Schweißprozess, REHM DC-Schweißprozess und wenn notwendig auch des REHM HYPER.PULS Schweißprozesses. Wenn Aluminium geschweißt werden soll, muss zuerst die Oxydschicht entfernt werden. Wird die Oxydschicht nicht entfernt, kann dies zu Behinderung und Problemen des Schweißprozesses führen. Daher bedarf es eines hervorragenden Zündprozesses und eines mehr oder weniger hohen Anteiles der Pluspolarität an der Wolframelektrode. Dadurch kann das Oxyd “aufgerissen” und ausgesondert werden. Erst nach diesem Vorgang kann mit dem Schweißen begonnen werden.
Wäre diese Oxydschicht nicht vorhanden, könnte man Aluminium wie beispielsweise CrNi verschweißen. Diese Tatsache wird durch den REHM Schweißprozess DUAL.WAVE ausgenutzt. Nachdem die Oxydschicht eliminiert wurde, wechselt die REHM Prozesssteuerung vom AC-Schweißen um auf DC-Schweißen. Die Zeitdauer von einzelnen AC, bzw. DC-Phase kann nach Wunsch konfiguriert werden.
Der Nutzen
- Das Schweißbad kann sich während der Phase beruhigen, in der mit Gleichstrom gearbeitet wird. Der so auftretende Ausgasungseffekt führt bei verschmutzten Bauteilen zu niedrigerer Porenbildung.
- Die ganze Energie des Lichtbogens kann während der DC-Phase (Gleichstrom) direkt ins Werkstück geführt werden. Dies hat zur Folge, dass der mittlere Schweißstrom gegenüber dem konventionellen Wechselstrom-Schweißen (AC) niedriger ausfällt.
- Für Anfänger des AC-Schweißens wird der Umgang mit dem Schmelzbad erleichtert.
- Der Schweißprozess DUAL.WAVE eignet sich hervorragend für das WIG-Schweißen in Zwangslagen
Welche Schweißgeräte haben das?
- TIGER® digital 180 bis 230 ULTRA
- TIGER® 180 bis 230 ULTRA
- INVERTIG.PRO® digital 240 bis 450
- INVERTIG.PRO® 240 bis 450
| |
Einstellbereich | bis zu 230 A |
| Einschaltdauer: | bis zu 40 % | |
| Netz | 230 V – 50/60 Hz | |
| Schutzart: | IP 23 S | |
| Gewicht: | ab 7,1 kg | |
| HYPER.PULS: | bis 17,5 kHz | |
| Mehr erfahren: | Zur TIGER® digital-Serie |
| |
Einstellbereich | bis zu 230 A |
| Einschaltdauer: | bis zu 40 % | |
| Netz | 230 V – 50/60 Hz | |
| Schutzart: | IP 23 S | |
| Gewicht: | ab 7,1 kg | |
| HYPER.PULS: | bis 17,5 kHz | |
| Mehr erfahren: | Zur TIGER®-Serie |
| |
Einstellbereich | bis zu 450 A |
| Einschaltdauer: | bis zu 100 % | |
| Netz | 400 V – 50 Hz | |
| Schutzart: | IP 23 | |
| Gewicht: | ab 25 kg | |
| HYPER.PULS: | bis 15 kHz | |
| Mehr erfahren: | Zur INVERTIG.PRO® digital-Serie |
| |
Einstellbereich | bis zu 450 A |
| Einschaltdauer: | bis zu 100 % | |
| Netz | 400 V – 50 Hz | |
| Schutzart: | IP 23 | |
| Gewicht: | ab 25 kg | |
| HYPER.PULS: | bis 15 kHz | |
| Mehr erfahren: | Zur INVERTIG.PRO®-Serie |